REVISIONE DEL DESIGN E PREPARAZIONE DEGLI STRUMENTI DI PRODUZIONE.
La prima fase del processo di fabbricazione dei PCB comporta una revisione del pacchetto di dati di fabbricazione fornito dal progettista e la preparazione degli strumenti di fabbricazione e dei dati CAM.
Pacchetto dati di produzione
L'output della progettazione del processo di fabbricazione del PCB è un pacchetto di dati fornito al produttore in un formato standard industriale - Gerber esteso o ODB++. I file Gerber definiscono gli strati di rame, gli strati della maschera di saldatura, le notazioni dei componenti. Inoltre, il pacchetto di dati di fabbricazione include un file di perforazione, una netlist e specifiche generali.
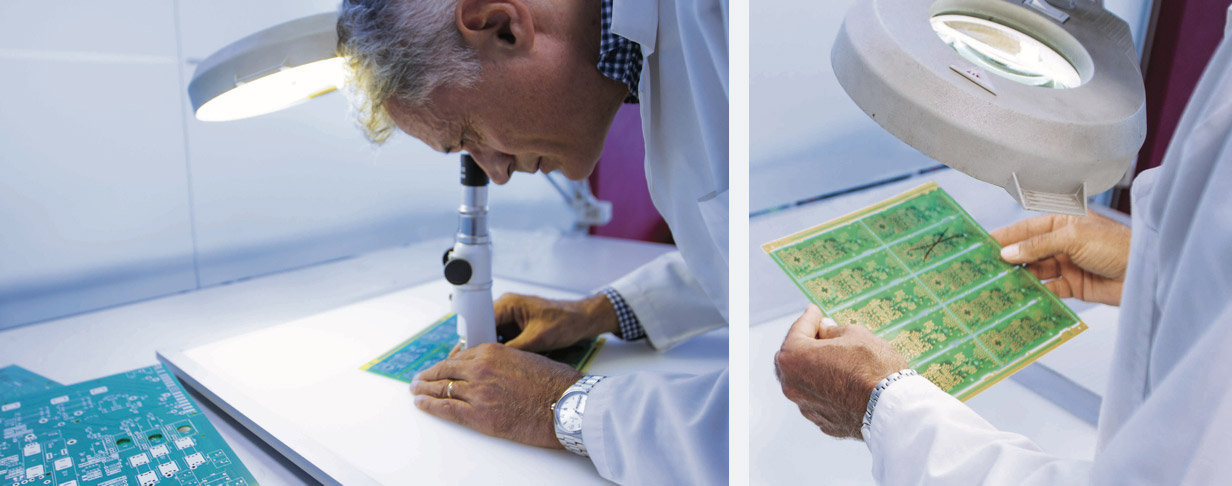
Design per la produzione
L'ingegneria controllerà il pacchetto di dati e verificherà che tutte le informazioni necessarie per la produzione siano chiare e complete. Controlleremo anche che il design e le specifiche corrispondano alle capacità di produzione.
Una volta che tutte le questioni ingegneristiche sono state risolte, gli strumenti necessari per la produzione saranno essere preparati.
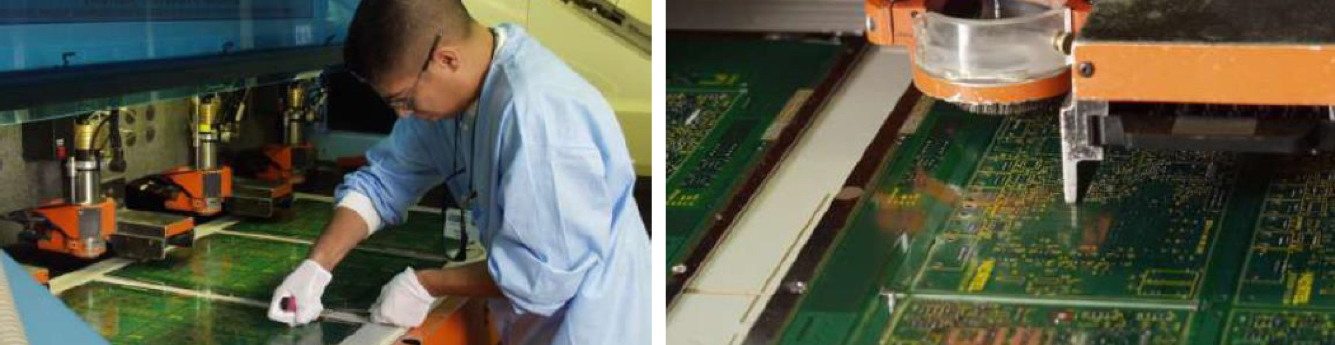
Preparazione dei pannelli di fabbricazione.
I fabbricanti usano pannelli di fabbricazione standard. Il pannello di produzione deve essere progettato per massimizzare l'uso del materiale, considerando le dimensioni del PCB e requisiti di produzione: tagliandi di controllo del processo, fori per gli utensili e manipolazione.
Preparazione della pellicola di lavoro (strumenti fotografici).
Utilizzando un plotter laser, viene creata una pellicola per ogni scheda di strato dell'assemblatore di PCB. Il plotter laser si trova in una camera oscura a temperatura e umidità controllate. Le pellicole sono registrate l'una con l'altra per assicurare il perfetto allineamento tra gli strati.
I fori di registro punzonati sono usati in seguito per allineare le pellicole nel processo di esposizione UV. Un altro metodo è l'uso del laser direct imaging (LDI), utilizzando una telecamera CCD nella macchina di esposizione per registrare il fototomo.