REVISIÓN DEL DISEÑO Y PREPARACIÓN DE LAS HERRAMIENTAS DE PRODUCCIÓN.
La primera etapa del proceso de fabricación de placas de circuito impreso consiste en la revisión del paquete de datos de fabricación que proporciona el diseñador y la preparación de las herramientas de fabricación y los datos CAM.
Paquete de datos de producción
El resultado del diseño del proceso de fabricación de placas de circuito impreso es un paquete de datos que se proporciona al fabricante en un formato estándar del sector: Gerber extendido u ODB++. Los archivos Gerber definen las capas de cobre, las capas de la máscara de soldadura y las anotaciones de los componentes. Además, el paquete de datos de fabricación incluye un archivo de perforación, una lista de redes y especificaciones generales.
Diseño para la fabricación
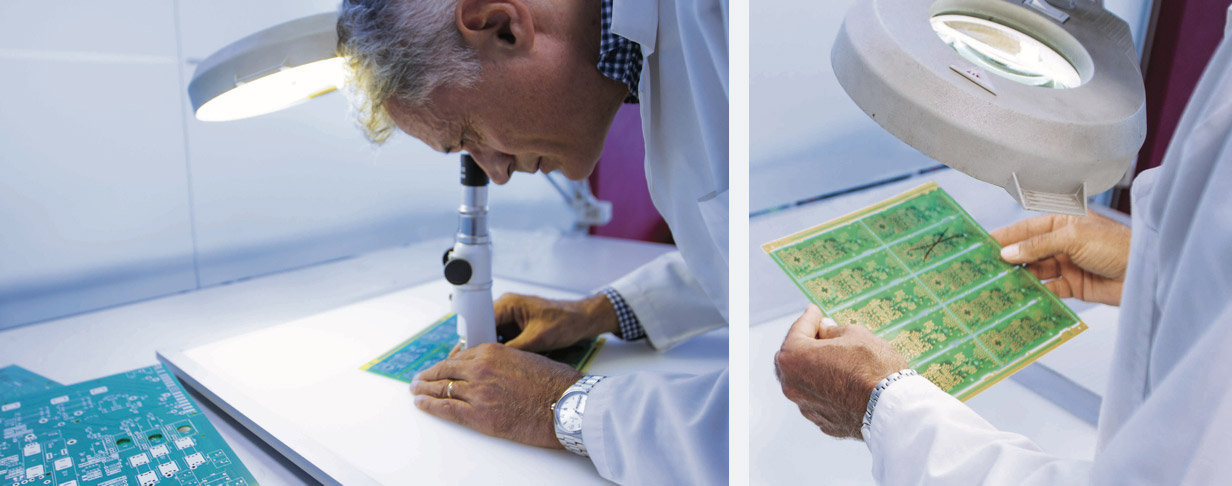
Ingeniería comprobará el paquete de datos y verificará que toda la información necesaria para la fabricación es clara y completa. También comprobaremos que el diseño y las especificaciones coinciden con las capacidades de fabricación.
Una vez resueltas todas las cuestiones de ingeniería, se prepararán las herramientas necesarias para la producción. producción.
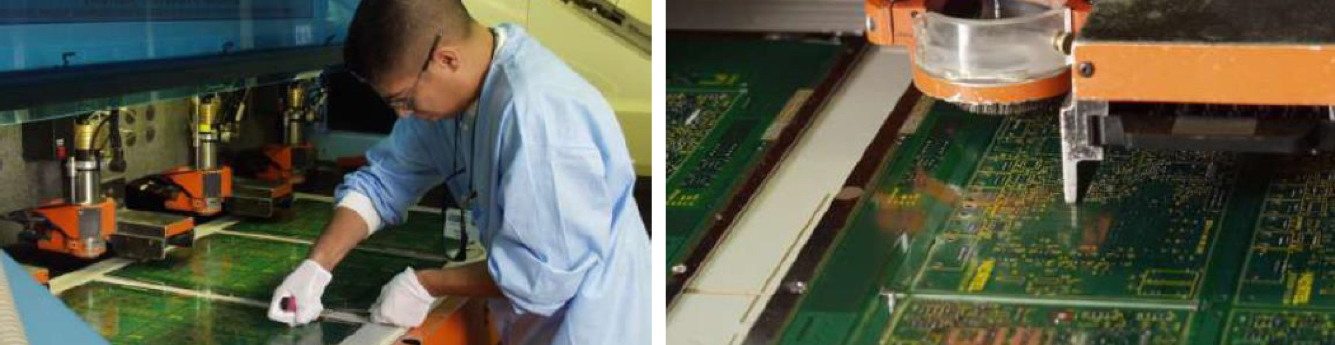
Preparación de los paneles de fabricación.
Los fabricantes utilizan paneles de fabricación estándar. El panel de fabricación tiene que ser diseñado para maximizar el uso del material, teniendo en cuenta las dimensiones de la PCB y requisitos de fabricación: cupones de control del proceso, agujeros de las herramientas y manipulación.
Preparación de la película de trabajo (herramientas fotográficas).
Utilizando un trazador láser, se crea una película para cada placa de capa del ensamblador de PCB. El plóter láser se encuentra en un cuarto oscuro con temperatura y humedad controladas. Las películas se registran entre sí para garantizar una alineación perfecta entre las capas.
Los agujeros de registro perforados se utilizan posteriormente para alinear las películas en el proceso de exposición UV. Otro método es el de la imagen directa del láser (LDI), que utiliza una cámara CCD en la máquina de exposición para registrar el fototubo.